

Продукция
-

Вертикальный обрабатывающий центр DRC MX650 – ЧПУ высокоточный с доставкой в РФ
-

твердосплавные сверла с внешним охлаждением диаметром 6.7 мм
-

CK6150 Токарный станок с ЧПУ с плоской станиной
-

Малый обрабатывающий центр с ЧПУ VMC640
-

VMC600-Высокоточный вертикальный обрабатывающий центр VMC600
-

Горизонтальный обрабатывающий центр HME63
-

Токарный станок с ЧПУ HT5: высокоточный, мощный и многофункциональный выбор для профессиональной металлообработки
-

Токарный станок с ЧПУ и наклонной станиной TCK50A
-

Вертикальный токарный станок C/CK5116
-
Вертикальный токарный станок C/CK5120
-
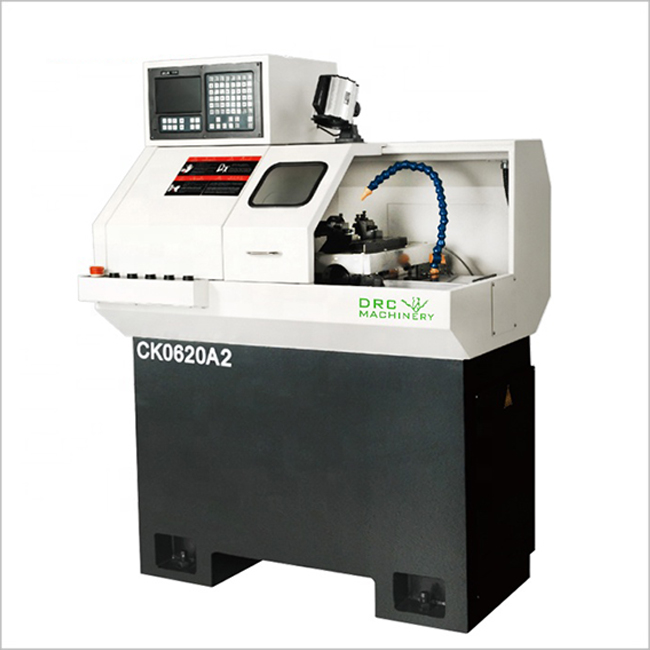
CK0620A Швейцарский токарный станок с ЧПУ
-

VMC1055-Высокоточный вертикальный обрабатывающий центр VMC1055
-

Вертикальный токарный станок VT800
-

Токарный станок с ЧПУ и наклонной станиной TCK6340
-

Высокоточный швейцарский токарный станок RC206
-

Портальный обрабатывающий центр GMF4019T








Высокоточный швейцарский токарный станок RC385
1. Швейцарский токарный станок RC385 от DRC использует высокопроизводительные литые чугунные детали высокой плотности и импортные прецизионные компоненты с биением шпинделя ≤2 мкм и точностью позиционирования повторения каждой оси ≤3 мкм.
2. Швейцарский токарный станок RC385 поддерживает 8-осевое соединение с системой ЧПУ FANUC/SYNTEC, может быстро переключаться между режимами обработки направляющей втулки/без направляющей втулки и подходит для токарной, фрезерной и сверлильной обработки композитных материалов.
3. Швейцарский токарный станок RC385 оснащен радиальными электроинструментами и различными дополнительными принадлежностями. Он прошел сертификацию CE/ISO и обеспечивает высокоточные решения для обработки в аэрокосмической отрасли, прецизионных деталях и других областях.
Описание
маркер
Основные технологические преимущества:
Литье и структура: используется высокопроизводительный плотнообожженный чугун (Meehanite), и после конечно-элементного анализа и старения, деформация с низким напряжением, закладывая основу для высокой жесткости и долговременной точности.
Шпиндельная система: самостоятельная разработка высокоточного масляноохлаждаемого электрошпинделя, встроенный энкодер, точная индексация; импортные радиально-упорные подшипники обеспечивают биение шпинделя ≤2 мкм, превосходный контроль тепловой деформации.
Подающие и направляющие рельсы: полный сервопривод, оснащенный импортными высокоточными шариковыми винтами и направляющими рельсами, точность позиционирования повтора каждой оси ≤3 мкм и долговечная точность обработки.
Гибкий режим обработки: быстрое переключение между режимами направляющей втулки/без направляющей втулки для адаптации к разнообразным потребностям обработки; горизонтальное линейное расположение инструмента, поддержка композитной обработки, такой как точение, фрезерование, сверление и т. д., радиальные электроинструменты являются дополнительными.
| проект | Спецификация | Единица |
| Максимальный диаметр обрабатываемого прутка | Φ38 | mm |
| Диаметр сквозного отверстия шпинделя | Φ39 | mm |
| Максимальная длина обрабатываемой детали | 2.5×ΦD,максимум90 | mm |
| 310/Разовая доставка | mm | |
| Максимальная скорость шпинделя | 6000 | r/min |
| Мощность двигателя шпинделя | 4.5 | kW |
| Индексация шпинделя | Функция оси С | |
| Максимальная скорость шпинделя | 6000 | r/min |
| Мощность двигателя шпинделя | 3.7 | kW |
| Индексация шпинделя | Функция оси С | |
| Максимальная скорость радиального электроинструмента | 4500 | r/min |
| Мощность инструмента радиальной силовой головки | 1.2 | kW |
| Максимальный диаметр сверления шпинделя/субшпинделя | Φ13/Φ10 | mm |
| Максимальный диаметр нарезания резьбы шпинделя/субшпинделя | M12/M10 | mm |
| Максимальный диаметр сверления радиальной силовой головки | Φ10 | mm |
| Диаметр нарезания резьбы радиальной силовой головки | M8 | mm |
| Внешний цилиндрический инструмент | 1×□20+5×□16 | Пучок |
| Инструмент для обработки торца | 4(ER20) | Пучок |
| Радиальный силовой инструмент | 1(ER20)+3(ER16) | Пучок |
| Инструмент для обработки задней поверхности | 4(ER16) | Пучок |
| Глубокое сверление | 2(ER16) | Пучок |
| Минимальное разрешение | 0.001 | mm |
| Биение шпинделя | <0.002 | mm |
| Точность повторного позиционирования | <0.003 | mm |
| Высокая скорость движения | Ось X1\Z1: 24 | m/min |
| Оси X2/Y1/Z2: 30 | ||
| Мощность двигателя охлаждения | 0.4 | kW |
| Размеры | 3100×1660×1920 | mm |
| Чистый вес машины | ≈3750 | kg |
О компании
Гарантия качества / Всемирное признание / Высокие технологии

DRC machinery— это компания, которая неизменно посвящает свою деятельность области металлообработки. Мы специализируемся на проектировании, разработке, производстве, продаже и послепродажном обслуживании высококачественных китайских станков. Следуя пути интеграции производства и торговли, мы чувствуем пульс времени, постоянно внедряем инновации и предоставляем клиентам по всему миру продукцию и услуги первоклассного качества.
Гарантия качества

На протяжении многих лет компания DRC machinery постоянно расширяет линейку продукции и строго производит современное ЧПУ-оборудование различных моделей в соответствии со стандартом CE. Ассортимент продукции включает: токарные станки с ЧПУ, обрабатывающие центры с ЧПУ, портальные обрабатывающие центры с ЧПУ, горизонтальные обрабатывающие центры, пятиосевые обрабатывающие центры, токарно-фрезерные комбинированные станки, вертикальные токарные станки, прецизионные автоматические токарные станки (с подачей прутка), трубонарезные токарные станки и другие специализированные токарные станки. Компания сертифицирована по системе менеджмента качества ISO 9001 и имеет более 10 национальных патентов.
Всемирное признание

Продукция DRC machinery экспортируется в более чем 180 стран и регионов мира, и компания установила партнерские отношения с более чем 2500 клиентами. DRC machinery предоставляет клиентам комплексное обслуживание и решения «единого окна», поддерживая долгосрочные стратегические партнерские отношения с такими публичными компаниями, как Nantong Guosheng Group.

связаться с нами
Сопутствующие популярные продукты
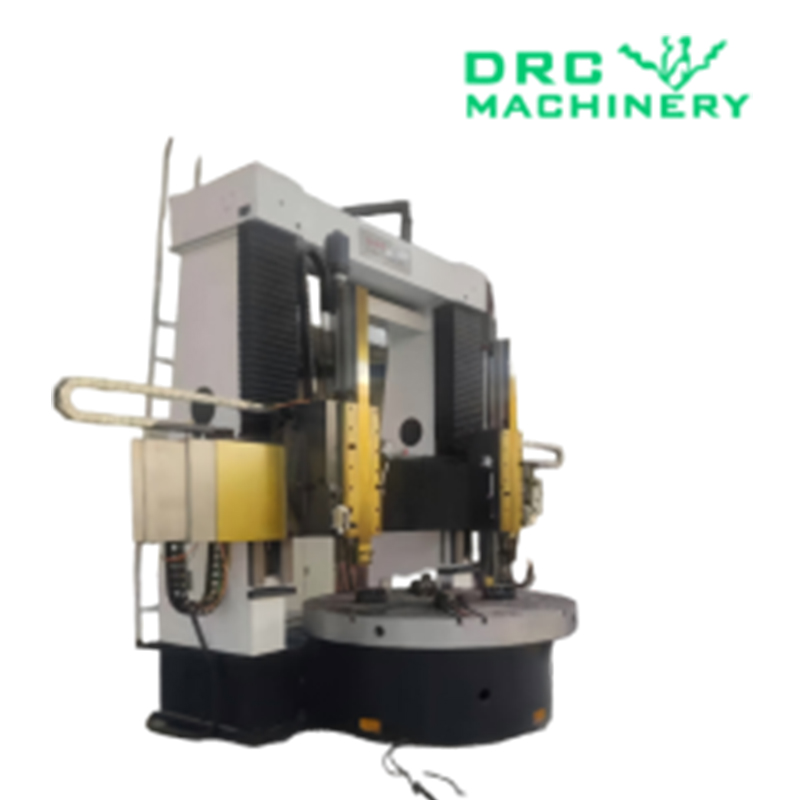
Вертикальный токарный станок C/CK5240
C/CK5240 в основном состоит из верстака, основания верстака, колонны, поперечной балки и вертикального подручника. Основные части этого станка изготовлены из чугуна HT250 с использованием технологии смоляного песка и подвергнуты обработке старением (искусственное старение и вибрационное старение) после черновой обработки после литья. Качество литья надежное и не имеет трещин, пор, усадочных раковин или белой литой структуры. Отливка имеет стабильную структуру после обработки искусственным старением, что обеспечивает стабильность станка во время использования. Сертификат качества продукции содержит отчет об анализе химического состава расплавленного чугуна, отчет о термической обработке и кривую зависимости температуры от времени термической обработки.

Двухшпиндельный токарный станок с ЧПУ DRC RC926: высокоточность для российских производств
Двухшпиндельный токарный станок с ЧПУ швейцарского типа RC926 — это высокопроизводительное оборудование, оснащенное японской системой ЧПУ FANUC 0i-TF Plus, тайваньским сервоэлектрическим шпинделем, приводом шпинделя FANUC и высококачественным отечественным энкодером, а также другими премиальными компонентами, гарантирующими стабильность работы. Этот двухшпиндельный токарный станок с ЧПУ отличается выдающейся точностью: минимальное разрешение составляет 0,001 мм, биение шпинделя — менее 0,002 мм, а точность повторного позиционирования — менее 0,003 мм, что полностью покрывает потребности в высокоточной обработке микродеталей любого сложности.
CK6150 Токарный станок с ЧПУ с плоской станиной
Дешевый токарный станок CK6150 Интегральная станина Жесткий рельс Токарный станок с ЧПУ Горизонтальный токарный станок с плоской станиной Основные преимущества Высокая точность Максимальная длина заготовки (мм) 1000 Напряжение 220/380 В Система ЧПУ ЧПУ Гуанчжоу Точность позиционирования (мм) ±0,03 Количество осей 2 Тип Горизонтальный Гарантия 1,5 года Количество шпинделей Однофазный Точность повторного позиционирования (мм) ±0,01 Мощность обработки Средние размеры Максимальный вес заготовки между двумя центрами (кг) 300 Шпиндельный двигатель 11 кВт Ход по оси x (мм) 300 мм Ход по оси Z (мм) 1000 мм Количество станций держателей инструмента 4 Вес (кг) 3150 Ширина направляющих (мм) 400 мм Место происхождения Ляонин, Китай Размеры (Д×Ш×В) 3750*1700*1820 Бренд DRC Модель ck6150 Отчет о механических испытаниях Доступно Видео заводского контроля Доступно Предоставлено Тип машины Швейцарский тип токарного станка с ЧПУ Имя Токарный станок с ЧПУ CK6150 Токарный станок Горизонтальный станок с плоской станиной Тип продукта Автоматический токарный станок с ЧПУ Точность Токарный станок высокой точности Система управления GSK SIEMENS FANUC Токарный станок по металлу Отверстие шпинделя 82 мм Токарный станок по металлу Максимальная длина обработки 1000 мм Токарный станок с ЧПУ Функции Обработка металла Токарный станок X/z-оси перемещения 300/1000 мм Токарный станок с ЧПУ Максимальный диаметр точения 500 мм Горизонтальный токарный станок с ЧПУ по металлу

GMF5030AR Портальный обрабатывающий центр
1, высокая жесткость, длительное сохранение точности 1.1, основные компоненты станка: база, стол, колонна, балка, ползун, плунжер используются в высококачественной смолы песка моделирования, высокая прочность качества чугуна, с идеальным процессом термообработки для устранения остаточного напряжения, и расположение достаточного усиления пластины, для обеспечения того, что вся машина имеет достаточную прочность, жесткость и высокую стабильность. 1.2 По оси XY установлены сверхпрочные роликовые направляющие, обладающие высокой жесткостью и хорошей динамической точностью. 1.3 В качестве привода по трем осям используются шариковинтовые пары большого диаметра с двойными гайками тайваньского бренда с компактной структурой, плавным движением и высокой точностью. Опора винта принимает прецизионные подшипники опоры винта, и оба конца предварительно растягиваются, чтобы устранить потерю точности, вызванную тепловым удлинением.
Высокоточный швейцарский токарный станок RC206
Швейцарский токарный станок RC206, биение шпинделя ≤ 0,002 мм, точность повторного позиционирования ≤ 0,003 мм, максимальная скорость 10000 об/мин, использует систему FANUC/SYNTEC, восьмиосевую связь, может выполнять точение, фрезерование, сверление и нарезание резьбы в композитных материалах. Швейцарский токарный станок RC206 использует чугунный корпус Meehanite + импортные подшипники NSK/направляющие Hiwin, гибкое переключение режимов направляющей втулки/без направляющей втулки, подходит для точной обработки пруткового проката φ20 мм, детали международного качества, обеспечивает непрерывное производство 7×24 часа и предоставляет эффективные решения для точного производства.
Твёрдосплавное сверло диаметра 5.4 мм для Универсальной обработки.
Особенности целостных твердосплавов: Уникальная конструкция с углом свердлового конуса, а дуговая задняя грань обеспечивает высокую универсальность. Узкая ширина лигамента и крупный обратный конус эффективно предотвращают нагрев лигамента. Модель:RC-P-030-0540 Диаметр:5.4 Диаметр:28 Полная длина:66
Вертикальный токарный станок C/CK5120
C/CK5120 в основном состоит из верстака, основания верстака, колонны, поперечной балки и вертикального подручника. Основные части этого станка изготовлены из чугуна HT250 с использованием технологии смоляного песка и состарены после грубой обработки (искусственное старение и вибрационное старение). Качество литья надежное и не имеет трещин, пор, усадочных раковин или белой литой структуры. Отливка имеет стабильную структуру после вибрационной обработки старением, что обеспечивает стабильность станка во время использования. Сертификат качества продукции содержит отчет об анализе химического состава расплавленного чугуна, отчет о термической обработке и кривую зависимости температуры от времени термической обработки.

HT5L-Высокоточный станок с ЧПУ
HT5L: Максимальная точность и производительность в каждой детали! 1. Высокая точность и производительность Точность до 0.005 мм, высокая скорость подачи до 30 м/мин для максимальной эффективности. 2. Многофункциональность 12-местный серводвигательный револьвер и гидравлическая задняя бабка для обработки деталей до 390 мм в диаметре и 800 мм в длину. 3. Надежность и низкие расходы на обслуживание Использование компонентов Siemens и японских подшипников гарантирует стабильную работу и минимальное обслуживание.

GMB4030LX Пятиосевой мостовой обрабатывающий центр с портальной конструкцией
Данный станок представляет собой мостовой обрабатывающий центр с портальной конструкцией. Он обладает высокой жесткостью базовой рамы, симметричной конструкцией и отличной стабильностью. В конструкции применены передовые международные концепции динамической жесткости, оптимизированы подвижные узлы, добавлены сервоприводы по осям A и C. Шпиндель станка характеризуется высокой скоростью вращения и быстрой динамикой отклика, что позволяет осуществлять высокоточные пятиосевые синхронные обработки. Станок подходит для различных сфер машиностроения, включая автомобилестроение, производство пресс-форм, металлоизделий и другие области высокоточной механической обработки. Общая компоновка станка выполнена по схеме мостового портала с подвижной балкой и неподвижными стойками. Колонны жестко закреплены, рабочий стол установлен стационарно на фундаменте. Поперечная балка установлена на колоннах и перемещается вдоль оси X. Салазки перемещаются по поперечине вдоль оси Y. Шпиндельная бабка (плунжер) перемещается по салазкам вдоль оси Z.

Высокоточный швейцарский токарный станок RC325
Швейцарский токарный станок RC325: биение шпинделя ≤ 2 мкм, повторяемость ≤ 3 мкм, шпиндель 4,5 кВт, система FANUC/SYNTEC, поддерживает 8-осевое соединение и непрерывное индексное позиционирование C, скорость 6000 об/мин. Швейцарский токарный станок RC325 может гибко переключаться между режимами направляющей втулки/без направляющей втулки, с максимальным диаметром прутка Φ32 мм и радиальным силовым инструментом 4500 об/мин, подходит для токарной обработки, фрезерования, сверления и нарезания резьбы. Швейцарский токарный станок RC325 может быть оснащен различными конфигурациями, такими как устройство подачи прутка, для обеспечения точной обработки.
Вертикальный токарный станок C/CK5260
Станок C/CK5260 состоит из следующих основных компонентов: стола, основания стола, колонны, поперечной балки и вертикального подручника. Основные элементы станка изготовлены из чугуна марки HT250 с использованием технологии литья в песчано-смоляные формы. После литья и предварительной обработки детали были подвергнуты процессу искусственного и вибрационного старения. Качество литья характеризуется отсутствием трещин, пор, усадочных раковин и других дефектов. Отливка имеет стабильную структуру после искусственного старения, что обеспечивает надёжность и долговечность работы станка в процессе эксплуатации. В сертификате качества продукции указаны химический состав расплавленного чугуна, данные о термической обработке и кривая зависимости температуры от времени термической обработки.

VMC1370-Высокоточный вертикальный обрабатывающий центр VMC1370
Точная и стабильная обработка благодаря высокопрочным компонентам HIWIN и жёсткой конструкции с японскими подшипниками Широкая зона обработки: перемещения X/Y/Z — 1300/700/700 мм Современный шпиндель KENTURN с воздушной продувкой и возможностью дооснащения СОЖ через шпиндель Автоматическая смазка и пневматическая система с цифровым дисплеем — контроль и стабильность без компромиссов Магазин инструментов OKADA (24 позиции) — быстрый и точный механизм смены инструмента

GMB2530LX Пятиосевой мостовой обрабатывающий центр с портальной конструкцией
Данный станок представляет собой мостовой обрабатывающий центр с портальной (портально-мостовой) конструкцией. Он обладает высокой жесткостью базовой рамы, симметричной структурой и отличной стабильностью. В конструкции использованы передовые международные концепции динамической жесткости, оптимизированы подвижные узлы, а также добавлены сервоприводы по осям A и C. Шпиндель станка обладает высокой частотой вращения и отличной скоростью отклика, что обеспечивает возможность высокоточной обработки по пяти осям в непрерывном режиме. Станок предназначен для использования в различных отраслях, таких как автомобилестроение, производство пресс-форм, металлообработка и другие сферы машиностроения. Общая компоновка станка выполнена по схеме мостового портала с подвижной балкой и неподвижными стойками. Колонны жёстко закреплены, рабочий стол установлен стационарно на фундаменте. Поперечина (балка) закреплена на колоннах и перемещается по оси X. Салазки перемещаются по поперечине по оси Y, а шпиндельная бабка перемещается по салазкам по оси Z.
Вертикальный токарный станок VT1000
① Главный шпиндель A2-11 с двигателем переменного тока, мощность привода 18,5/22 кВт, 1500 об/мин② 12-позиционная серворевольверная головка③ Транспортер стружки и резервуар для стружки④ Гидравлический закрытый цилиндр⑤ Система управления FANUC 0i-TF plus

BT50 Вертикальный Обрабатывающий Центр MVL1165S Система Siemens
Особенности конструкции станка: 1. Трехосное движение Вертикальный обрабатывающий центр MVL 1165 Осуществляется с помощью шлифованных шарико-винтовых пар с двойной гайкой от тайваньских брендов. 2. Высокожесткий шпиндель BT50 Вертикальный обрабатывающий центр MVL 1165 Производства тайваньских брендов. Скорость вращения шпинделя достигает 6000 об/мин. Максимальная скорость перемещения по трем осям составляет 36/36/16 м/мин. 3. Эргономичность и эстетика Вертикальный обрабатывающий центр MVL 1165 Станок оснащен полностью закрытым защитным кожухом. Два продольных шнековых транспортера встроены в наружную защиту, что облегчает удаление стружки.

CK6140-750 ЧПУ токарный станок: высокоточная обработка с бесступенчатой регулировкой скорости
CK6140-750 ЧПУ токарный станок: идеальный выбор для эффективной и точной обработки! CK6140-750 ЧПУ токарный станок предлагает непревзойденную производительность и точность, которые идеально подходят для различных видов обработки, от стали и чугуна до меди и алюминия. С его бесступенчатой регулировкой скорости вращения шпинделя до 3000 оборотов в минуту, этот станок может справиться с самыми сложными задачами обработки. С высокой точностью обработки IT6-IT7, позиционированием X ≤ 0,03 мм и Z ≤ 0,04 мм, а также повторяемостью позиционирования X ≤ 0,0075 мм и Z ≤ 0,01 мм, каждый проект будет выполнен с идеальной точностью.
Пожалуйста, оставьте нам сообщение
-


-


-


-


QR-код для бизнес-консультации DRC в WeChat
